|
|
|
|
|
|
|
|

无电缆微波材料测量系统 Microwave Material Measurements without Cables John W. Schultz,Compass Technology Group, Roswell, Ga. 译者:齐紫航 通常,射频材料测量一直都是将样品送入实验室进行。这是因为以往的微波分析仪和传感器的尺寸都比较庞大。紧凑型点式探头和紧凑型微波分析仪的新技术发展使得这一方式得以改变。本文讨论了用于微波相关材料现场测量的手持和可安装在自动化设备上的反射仪的概念,该技术集成了微波分析仪和传感器,无需射频电缆。 测量微波材料的性能需要一个测试装置,它包括传感器和微波分析仪,它们通常通过微波或射频电缆连接。这些电缆是许多测量场景的祸根,可能是测量误差的重要来源。实验室经验告诉我们,材料测量中需要避免射频电缆的碰撞,因为这会导致相位和幅度的误差。为解决这一问题,一些射频电缆制造商通过设计具有较强表面粘性的聚合物外套,以使电缆在无意间碰撞时的移动最小化。 即使严格控制电缆形变误差,环境温度漂移也会引起严重的误差。通常,射频电缆是同轴结构,由实心或多股金属线构成中心导体和外部导体,它们之间通过介质相隔离。通常用的介质材料是聚四氟乙烯,它会随着温度的变化而膨胀或收缩。聚四氟乙烯在室温下会发生物质相变,其热膨胀系数随之上升。在射频测量行业中,这被称为“Teflon膝盖”1。因此,射频电缆热膨胀率变化较大,会在几度的环境温度变化下产生不期望的相位漂移。通常的空调循环引起的温度变化同样也会造成较大的测量误差。 在工厂或生产环境中需要进行材料测量时,这些问题会更加严重。在实验室通常是将材料试样插入测量装置进行测量。然而,在工厂需要在原位置测量材料,要求测量装置位于制造零件的生产线上。例如,对嵌入在微波天线罩的大部件中的材料进行测量。测量可能需要传感器在结构表面上的自动发射。传统上,这要求将传感器连接到分析仪的射频电缆沿着机械臂布线。当传感器移动到被测部件上时,电缆会产生随机的相位和幅度误差。持续使用最终会导致射频电缆故障,电缆出现磨损后,必须更换。根据生产环境和环境温度的变化,相比于具有空调的实验室,可能会进一步增加测量误差。 软件解决方案 通过对测量数据进行软件分析,是减小电缆带来的误差的一个可行方案。这需要对由电缆引起的相位和振幅误差进行量化,然后对测量的信号进行校正以消除电缆误差。在最新专利中,Compass科技集团描述了这种方法2。它利用了测量设备的通常被忽略的额外反射。 如图1所示,微波点探针连接在机械臂端部,微波网络分析仪(未示出)从2GHz到20GHz,将网络分析仪连接到微波探头的7.5m射频电缆包含在一个灵活的电缆管理管中,以防止电缆过度磨损。在操作过程中,机械臂将微波探头定位在待测表面上方。我们关注的是从探头发射并由其下方的材料反射的能量。然而,探头同时也放射了其它微波能量,否则来自探头的不可逆的反射可以用作相位和幅度参考信号。电缆弯曲导致的探头天线的相位和振幅的任何变化都会带来相位和振幅的测量偏差2。这些偏差在校准之前,将其最小化为误差源。
图1:带有微波探头的机械臂,沿着机械臂附有灵活的射频电缆 电磁干扰的测量数据(图2)说明了电缆的灵活性。这种材料结构的最大吸收频率范围可达14GHz。图中数据通过“响应-隔离”方法1进行了校准。响应测量是对理想的微波反射器进行测量,在本例中是对平整金属表面的测量。隔离测量是没有待测样本(即自由空间)的测量。校准过程包括从响应数据和样本测量数据中减去隔离测量的矢量。当使用附加的电缆修正方法时,在每个矢量减法步骤之前应用相位和幅度修正:从校正的试样数据和校正的响应数据中减去隔离测量数据。样本最终校准后的反射性能是减去后的样本数据与减去后的响应数据的比值。
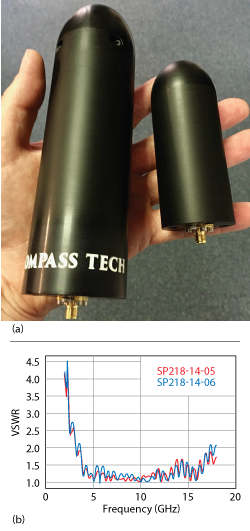
图2:附着在金属表面的吸波材料的反射系数测量,通过软件修正电缆变形带来的误差 图2说明了在校准和样品测量之间避免移动射频电缆所需的注意事项。绿色线为电缆没有任何移动之前,带有金属板的吸收器的反射参数曲线。红线为电缆移动后测量的相同样本,没有进行任何相位或幅度的修正。蓝线虚线为电缆移动后,使用上述方法进行相位和幅度修正后的样品测量结果。电缆移动后的修正数据与校准的未受干扰的电缆数据重合。这些结果表明,电缆运动大大降低了射频测量的精度,而上述这种方法可以修正这些误差。 无电缆的硬件解决方案 虽然在大多数情况下使用软件算法可以有效减少电缆误差,但并不能消除射频电缆的实际应用限制。在需要运动的测量系统中,电缆必然会磨损,并且电缆性能可能会降到无法通过软件算法修正相位和幅度误差的程度。处理射频电缆的最终解决方案是去除它们。几十年前,微波分析仪非常庞大、沉重,占满了全尺寸机架。此后,它们的体积一直在逐步下降,现在几家公司的网络分析仪已经下降到单机架式组件。然而,即使这样,它们仍然相对较大和较重,也需要通过射频电缆与传感器连接。由消费电子产品领域射频收发器小型化驱动的紧凑型微波电路和组件的重要进展是,超小型实验室级矢量反射仪已经可以在市场上买到了。这些可以手持的分析仪使无电缆射频测量成为可能3。 无电缆射频测量特别强大,因为它们消除了上文中讨论的误差。更重要的是,它们能够改变射频材料测量的范例。使用传统尺寸的微波设备,必须制作“见证”样品并在测量设备下进行测试。射频分析仪并不比手机大多少,而且提供了一种新的测量原材料和组件的能力,无需样本材料。这使得实验室内的准确和精确的材料测量进入了更具挑战性的工厂环境。另外一个好处是将微波测量与单独的PC上的数据处理分离开来,这样可以最大限度地减少在工厂运行的工作量并提高生产率。 手持仪器测量的关键因素是紧凑型射频传感器或点式探头。采用点式探头进行微波材料的测量至少可以追溯到20世纪70年代中期。Musil、Zacek等4使用介质天线测量通过材料样本的辐射,其传感器由插入金属喇叭天线端部的介质棒组成。他们使用传感器成功地确定了硅样品在毫米波频率下的复介电常数。最近,Diaz等5使用仿真计算工具设计了“polyrod”天线,它们的传感器包括插入金属喇叭天线的多个介质层,他们创新地使用计算工具来优化插入的聚合物材料和探头天线的阻抗匹配。 本文中描述的探头包括金属元件和电介质材料。以前的探头在常规喇叭天线中插入介质材料,这种紧凑型探头设计可优化集成单元内的介质形状和金属元件(图3a)。图3a所示为大小两种型号的探头,长度分别为18厘米和10.2厘米,均通过后端的SMA馈电,大探头以线性极化方式发送和接收,频率覆盖2.5至20GHz;小探头频率覆盖4至24 GHz。图3b给出了大探头的VSWR,对于整个频带,VSWR低于3:1,对于大多数频带,VSWR低于2:1。小探头具有类似的驻波特性,且可以延伸到更高的频率。在测量正常入射时的材料时6,这些探头可以达到大型实验室测量系统的测量精度。照射面近似圆形,其直径取决于支座距离和频率。对于本文中讨论的测量示例,使用大约7厘米的间隔距离,且在10GHz时照射区域直径约为5cm,较低的频率对应的直径较大,而较高的频率对应的直径较小。
图3:a、大小两种型号的探头;b、大探头的典型VSWR 应用举例 本节将介绍集成了上述点式探头传感器的小型化分析仪,并给出了两个示例:1)使用手持式设备检测抗EMI材料的反射性能;2)使用机器人扫描,对玻璃纤维复合材料的缺陷进行非破坏性检测。 材料的反射性能测量 高速计算和无线通信的快速发展使电磁环境变得拥挤,在设备内或设备之间生成的信号可能会无意中干扰设备功能。减少这种相互干扰的一种技术是使用材料阻挡或吸收干扰信号。例如,组件的外壳可以衬有或嵌入可以吸收射频能量的材料。有源器件可以直接覆盖吸收材料来使干扰降到最低。在相邻器件之间可以设计用于阻挡和吸收能量的屏障。图4展示了一个集成的反射仪,它包括一个Copper Mountain Technologies RP180矢量分析仪和一个Compass Technology SP218探头。该系统是手持设备,只需要电缆进行供电,数据采集通过与计算机进行USB通信完成。该设备的校准很简单,仅需要两次测量:“响应”测量和“隔离”测量。响应测量使用标准参考,例如金属板的反射。隔离测量,是指探针位于自由空间时进行测量。这种隔离测量可以从关注的信号中减去背景信号和前景信号,包括探头响应。时域处理可以进一步将我们关注的信号与其它不需要的信号进行隔离,例如房间的反射。时域处理将宽带频率数据转换进时域,并将待测样品的反射与其余的反射隔离。
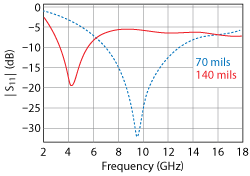
图4:集成的2-18GHz反射仪,包括传感器和矢量分析仪 图5给出了通过图4所示的反射仪测量的两种不同吸波材料样品的测量数据。这些样品是通过将铁颗粒与弹性体混合制成的商用磁性吸波材料。如图所示,铁负载上70mil厚的吸波材料在约9GHz处性能最佳。红色曲线是两层70mil吸波材料的测量结果,通过重叠放置使厚度加倍。结果,反射极点出现在单层吸波片时极点频率的一半处。该测量系统的紧凑尺寸使其有利于在制造材料的工厂环境中使用,这比将样品带回实验室进行测量更方便,其便携性使其能够在器件或系统中对所用材料进行测量。虽然这里给出的是磁性吸波材料的测量,但是该测量仪还可以应用于电阻材料的微波性能的测量,例如EMI屏蔽,以及诸如天线罩等介质材料。
图5:手持系统(包括探头和矢量分析仪)测量磁性吸波材料得到的反射系数 复合材料的非破坏性测量 自动化的现代工厂、工业机器人通常用于提高生产效率和质量。在这种情况下,质量保证(QA)和反馈体系需要对制造的零部件进行直接测量,从而可以在早期发现问题并对生产进行调整。问题发现越早越能节省成本。当制造大型或昂贵的零件时,QA要求可能需要表征所生产的每个零件。紧凑型反射仪集成了探头和分析仪,可组装在工厂的自动化系统中,从而满足QA需求。在本示例中(图6),反射仪通过扫描材料表面,绘制每个位置的微波特性。然后可以使用基于物理学的模型来确定有关材料的信息。
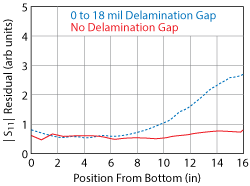
图6:装配探头和矢量分析仪的机械手臂扫描玻璃纤维板 复合材料通常是层压结构,例如,不同层的玻璃纤维和树脂被固化成单一材料。分层是制造过程中或使用复合材料时可能发生的一个问题。由于各种原因,层与层之间局部可能存在间隙。由于玻璃纤维通常是不透明的,所以无法通过图像检测这种分层,并且这种分层仅在机械负载下才显现从而造成材料失效。图7给出了在具有和不具有分层的情况下的厚度为0.5英寸的厚复合材料的测量结果。该复合材料由两块0.25英寸厚的复合板夹在一起。为了模拟分层,将18mil厚的垫片放置在复合板的顶部。在有和没有垫片两种情况下,面板的底部都被机械夹紧在一起以消除底部的任何分层间隙。通过将测量的2-18GHz的反射系数与单层模型的数据进行比较得到如图7所示的结果。机器人从底部到顶部进行扫描,计算与理想模型的偏差量并绘制曲线。在这两种情况下,由于玻璃纤维的自然不均匀性,存在低水平的残余模型拟合误差。当试样中出现分层时,残余拟合误差随间隙的增大呈明显增加的趋势。
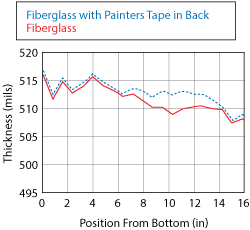
图7:检测玻璃纤维复合材料的分层现象 第二个例子如图8所示,对复合面板测量的反射系数进行了替代分析。在这里,测量数据与简单介质板模型进行了比较。复合材料的介电常数被认为是已知的且是恒定不变的。然后,通过比较模型测量结果,该模型用于计算正在测量的面板的厚度,其中y轴是计算得到的厚度,与物理尺度测量一致,厚度约为0.5英寸。由于复合材料不是理想的平整,当反射仪在面板上扫描时,厚度会发生一些变化。图8中的蓝色虚线显示了当6英寸宽的胶带放在在玻璃纤维面板的后部,与通过反射仪测量的一侧相反时的测量数据。如数据所示,胶带从约7英寸处延伸至14英寸处,显而易见。胶带厚约3mil,这与由微波反射仪测到的增加的厚度一致。考虑到微波的波长:在2GHz时为6英寸,18GHz时为0.66英寸,3mil厚胶带的检测是比较显著的。该方法可用于检测玻璃纤维复合材料和其它介电材料中的厚度的微小变化。此外,由于它易于携带,所以可以在任何环境中进行测量,例如工厂或其它现场测量。
图8:玻璃纤维板厚度测量 总结 射频电缆由于温度漂移、物理扭曲都会增加测量误差,去除射频电缆,测量可靠性和准确性可以得到显著提高。由于射频电缆易磨损,特别是如果经常移动或扭曲,必须定期更换,去除射频电缆可以降低测量成本,减少设备维护工作。本文讨论了使用紧凑型微波反射仪的两个应用:第一,使用手持设备进行抗EMI吸波材料反射系数的测量。第二,集成的反射仪安装在工业机器人上扫描玻璃纤维复合材料,通过适当的数据处理,微波反射仪可以检测材料缺陷并确定非导电材料的厚度。这两个例子都表明无射频电缆的反射仪是可行的,可以实现现场测量,满足工厂中的测量需求。 致谢 本工作得到了空军研究实验室(AFRL/RX)和Compass科技集团之间的合作研究与开发协议的支持。 参考文献
版权声明: 《华体会体育推荐 》网站的一切内容及解释权皆归《华体会体育推荐 》杂志社版权所有, 未经书面同意不得转载,违者必究! 《华体会体育推荐 》杂志社。 |
|
|||||||||
 |
友情链接 |
| 首页 | 关于我们 | 联络我们 | 加入我们 | 服务条款 | 隐私声明 Copyright© 2025: ; All Rights Reserved. |
 |
 |